


锂电池回收设备处于可持续技术的最前沿,可满足对锂离子电池日益增长的需求,同时减轻对环境的影响。随着世界越来越依赖电动汽车和电子设备,有效回收这些电池的需求变得至关重要。这种专用机械不仅可以回收锂、钴和镍等有价值的材料,还可以确保安全和将环境危害降至最低。随着全球锂市场预计将急剧扩张,了解和投资锂电池回收设备对于旨在建立循环经济的行业和政策制定者至关重要。
什么是锂电池回收设备?
锂电池回收设备是指旨在从废旧锂离子电池(例如,电动汽车、电子产品)中安全拆卸、加工和回收有价值材料的专用机械。这些系统采用机械、化学或湿法冶金方法来提取锂、钴、镍和铜等金属,同时最大限度地减少对环境的危害。
关键组件包括:
- 前处理模块:用于中和残余电力的放电装置。
- 粉碎系统:碎纸机/破碎机,用于分解电池外壳。
- 分离技术:磁性/涡流分离器、筛子和气流分级器,用于隔离材料。
- 纯化系统:用于高纯度金属回收的化学浸出或冶炼装置。
为什么重要:预计到2040年,全球锂需求将增长40倍(IEA),该设备通过回收>90%的电池材料来实现循环经济。
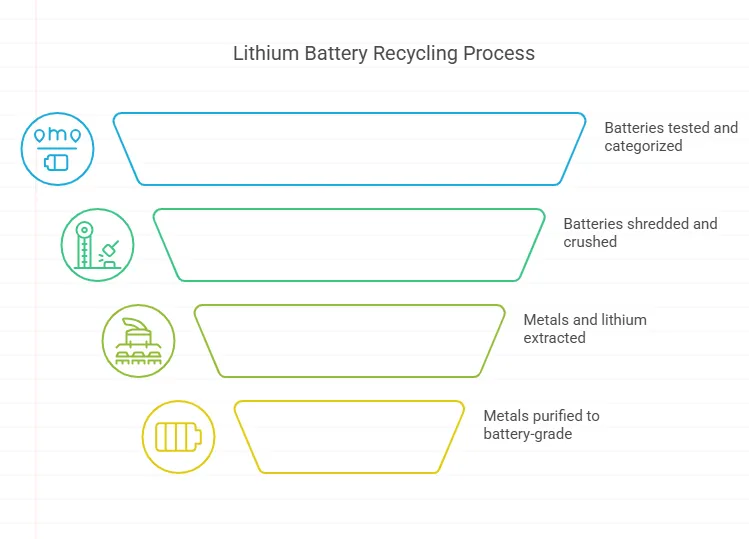
分步工作流程:锂电池回收设备如何处理电池
步骤1:电池收集和分类
- 输入:废旧电池(EV电池组、消费电子产品)按化学成分(LiFePO4、NMC等)进行测试和分类。
- 安全:电池放电至0V以防止热失控。
第2步:机械加工
- 分解:在惰性气体(氮气)下切碎电池以防止火灾。
- 破碎:锤式粉碎机将碎片减少到<10毫米的颗粒。
- 筛分:振动筛分离塑料/金属。
第3步:材料回收
- 磁分离:回收铁/镍箔。
- 涡流分离:提取铝和铜。
- 湿法冶金学:通过酸(例如H2SO4 + H2O2)从“黑色物质”中浸出锂/钴。
第4步:精炼
- 电解沉积或沉淀将金属提纯至电池级(纯度≥99.5%)。
Shredding、Crushing和Sorting模块的工作原理
切碎模块
- 功能:使用旋转剪切碎纸机将电池撕成50-100毫米的小块。
-
安全特性:
- 氮气惰性化可防止爆炸。
- 水冷系统管理热量。
破碎模块
- 过程:通过颚式破碎机/球磨机进行二次破碎,将物料粉碎至<3毫米。
- 输出:“黑色物质”(阳极/阴极粉末)+混合金属。
排序模块
-
应用技术:
- 气流分离:轻质塑料与重金属。
- 振动筛:按大小分离颗粒。
- 色选机:AI摄像头识别和分离材料类型。
效率:现代系统实现了>95%的金属回收率(UNEP 2023年数据)。
哪些行业从锂电池回收机中受益最大?
1.电动汽车(EV)制造商
- 为什么:回收的镍/钴减少了对采矿的依赖;将生产成本降低20-30%。
- 例:特斯拉的闭环系统每年回收1,300+吨废料。
2.电子产品生产商
- 应用:从智能手机/笔记本电脑中回收锂,以便在新设备中重复使用。
3.废物管理公司
- 收入流:以35,000美元/吨的价格出售提取的金属(例如钴)从电子垃圾中获利。
4.电池材料供应商
- 优势:回收碳酸锂的成本比开采的锂低60% (BloombergNEF)。
5.政府回收计划
- 合规:符合欧盟2023年电池法规的要求(到2027年回收50%的锂)。
安装回收设备的理想场地布局和空间要求是什么?
安装锂电池回收设备需要仔细规划,以确保安全、效率和合规性。
关键空间要求
- 最小占地面积:500–2,000平方米(因容量而异;例如,1吨/小时的系统需要~800平方米)。
- 天花板高度:≥6m以容纳切碎和输送系统。
- 通风:用于气体扩散的防爆排气系统(ATEX 1区标准)。
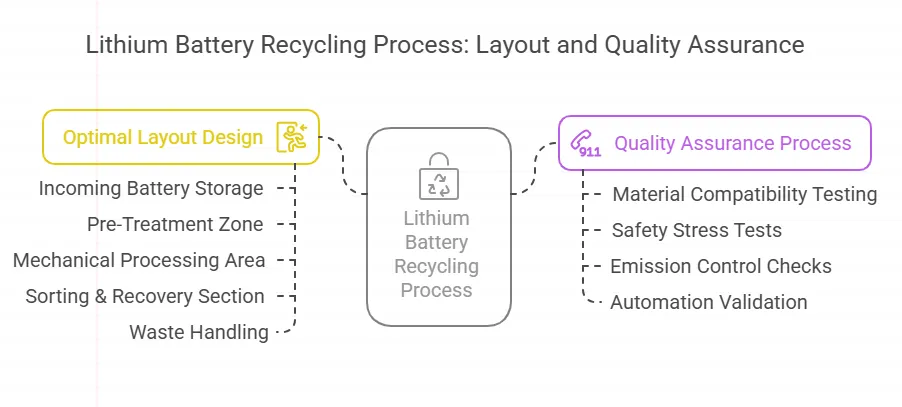
最佳布局设计
- 传入电池存储–带有防火容器的专用区域(距离加工≥10m)。
- 预处理区–卸料装置和手动拆卸站。
- 机械加工区–放置在减振地基上的碎纸机/破碎机。
- 排序和恢复部分–磁选机+湿法冶金反应器(间隔以防止交叉污染)。
- 废物处理–安全储存有害副产品(例如电解质污泥)。
为什么重要:布局不良会使停机时间增加30%(NREL研究)并增加火灾风险。
制造商如何在交货前测试锂电池回收机
分步质量保证流程
-
材料兼容性测试
- 机器处理样品电池(NMC、LFP)以验证回收率(Co/Ni为>90%)。
-
安全压力测试
- 将150%容量的碎纸机超载24小时,以检查电机的弹性。
- 模拟惰性腔室中穿刺细胞的热失控。
-
排放控制检查
- 测量空气中的颗粒物(根据EPA指南,必须为<1 mg/m³)。
-
自动化验证
- 使用AI分拣系统运行50+个循环,以确保>98%的材料识别准确率。
数据驱动:制造商喜欢BHS和Redux为每台计算机提供第三方测试报告。
常见的作员错误以及如何避免这些错误
错误#1:跳过电池放电
- 风险:残余电压导致碎纸机起火。
- 解决方案:使用自动放电架(≤0.05V残余电压)。
错误#2:超载破碎机
- 风险:电机倦怠;停机成本~5,000美元/小时(行业平均水平)。
- 解决方案:安装具有90%容量自动关闭功能的负载传感器。
错误#3:忽视PPE
- 风险:暴露于HF气体(来自电解质分解)。
- 解决方案:强制要求耐酸服+实时气体探测器。
错误#4:黑色质量处理不当
- 风险:交叉污染会降低锂纯度。
- 解决方案:给储物箱贴上标签,使用密封的气动运输。
训练提示:VR模拟可以将人为错误减少40%(OSHA数据)。
如何延长锂电池回收机的使用寿命
维护最佳实践
-
日常:
- 润滑撕碎机轴承(高温润滑脂)。
- 检查传送带是否有撕裂。
-
周刊:
- 使用参考样品校准色选仪。
- 清洁旋风过滤器以保持气流。
-
每月:
- 更换磨损部件(锤式粉碎机尖端、筛网)。
- 测试紧急停止系统。
环境控制
- 温度:将加工区域保持在15–25°C,以防止液压油降解。
- 湿度:保持<60% RH以避免金属腐蚀。
成本影响:主动维护将长期维修成本降低50%(麦肯锡分析)。
本综合指南探讨了锂电池回收设备的基本组成部分,包括预处理模块、机械加工系统和净化装置。我们逐步介绍了从电池收集和分类到材料回收和精炼的工作流程,强调了安全功能和高回收率的重要性。文章还强调了对各个行业的显著好处,例如电动汽车制造商的成本节约和废物管理公司的收入流。此外,它还涵盖了安装和维护此设备的关键注意事项,提供了对质量保证流程和常见作员错误的见解。随着对锂的需求持续上升,锂电池回收设备成为可持续未来的重要解决方案。




