


用于锂电池组装的点焊机是储能行业的游戏规则改变者。这种专用工具提供了一种精确、高效和可靠的方法来连接电池单元和镍条,而不会对敏感元件造成热损坏。在本文中,我们将探讨在锂电池制造中使用点焊机的基本特性、工作原理和最佳实践。无论您是专业工程师还是DIY爱好者,了解如何利用这项技术都可以显着提高电池组的安全性、性能和使用寿命。
什么是锂电池点焊机?
锂电池点焊机是一种专用设备,它使用受控的热量和压力连接电池单元/镍条,无需填充材料。与传统焊接不同,它最大限度地减少了对敏感锂离子组件的热损伤。
主要特点:
- 精密电流控制:可调安培数(通常为100-2,000A),适用于不同的电池厚度(0.1mm至0.5mm镍条)。
- 脉冲持续时间:短脉冲(1-10ms)可防止电解液过热。
- 电极材料:铜钨合金可确保导电性和耐用性。
为什么锂电池需要它:
如果长时间暴露在高温下,锂电池会降解。点焊的局部能量输入可保持电池完整性,避免泄漏或热失控。
点焊机在锂电池组组装中是如何工作的?
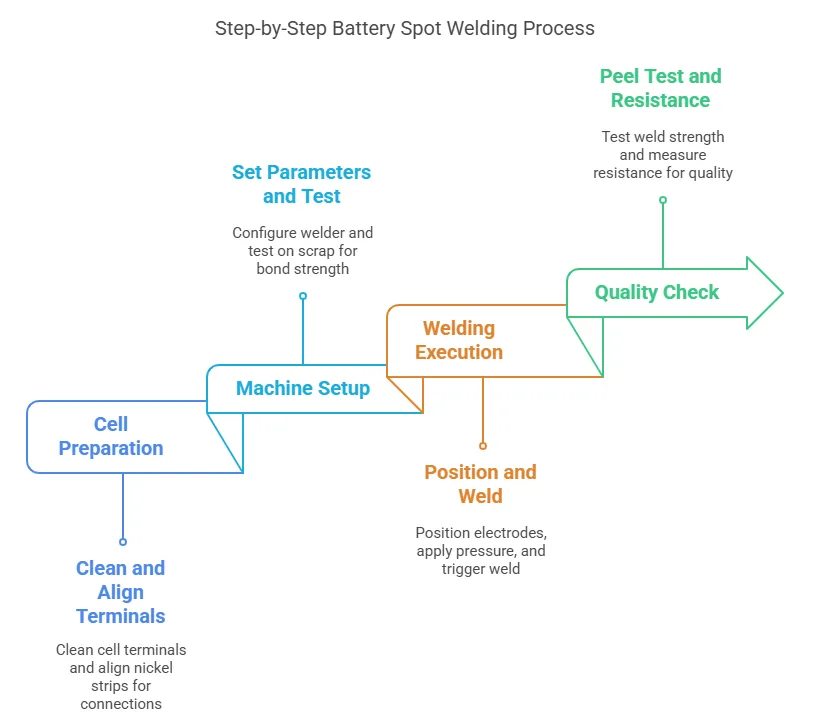
分步过程:
-
细胞制备:
- 用酒精湿巾清洁电池端子(例如18650阳极/阴极)。
- 对齐串联/并联连接的镍带。
-
机器设置:
- 设置参数:300A用于0.15mm镍,3ms脉冲(棱柱形电池)。
- 在废料上测试焊缝以验证粘合强度。
-
焊接执行:
- 将电极垂直于条带放置。
- 触发前用力按压(5-10kg/cm²)。
-
质量检查:
- 剥离测试:焊缝应承受90°弯曲而不会脱落。
- 测量电阻(每个关节<2mΩ)。
关键参数表:
| 电池类型 | 电流(A) | 脉冲宽度(ms) |
|---|---|---|
| 圆柱 | 200-500 | 2-5 |
| 袋 | 100-300 | 1-3 |
为什么了解工作原理对锂电池点焊很重要
该机器通过变压器将交流电转换为低电压、大电流的直流脉冲。当电极接触镍带时:
- 电阻加热:条形电池界面处的接触电阻会产生热量(Q=I²Rt)。
- 掘金形成:金属局部熔化,将条带熔合到电池端子。
- 快速冷却:电极吸收余热,在几毫秒内固化接头。
安全机制:
- 过流保护:防止I²R过度损失造成的电池损伤。
- 自动关闭:如果检测到电极未对准,则停止焊接。
如何在圆柱形、棱柱形和软包电池点焊之间进行选择
设备差异:
圆柱形单元(例如,18650):
- 挑战:曲面需要尖头电极。
- 设置:由于端子较厚,电流更高(400A+)。
棱柱形细胞:
- 平面:使用矩形电极以获得均匀的压力。
- 热管理:焊缝之间的冷却间隔更长。
软包电池:
- 所需精度:<100A电流,避免刺穿箔片。
- 电极形状:扁平、宽的尖端可分配力。
对比表:
| 特征 | 圆柱 | 袋 |
|---|---|---|
| 电极类型 | 尖 | 平 |
| 风险因素 | 过热 | 铝箔撕裂 |
哪些环境条件可确保点焊机的最佳性能?
理想的作条件:
- 温度:15-25°C(极热/极冷影响变压器效率)。
- 湿度:<60% RH以防止电极之间产生电弧。
- 通风:焊接过程中产生的臭氧的烟雾抽吸。
分步工作区设置:
- 接地:安装铜接地棒(<4Ω电阻)。
- 功率稳定性:使用稳压器(±5%容差)。
- 静电控制:处理细胞时的防静电垫/腕带。
危害预防:
- 消防安全:将D类灭火器放在附近以防锂火。
- 通风:在密闭空间内每小时换气10-15次。
如何测试锂电池芯的点焊强度
为什么测试很重要:
弱焊缝会增加电阻,导致电池组过热。可靠的测试可确保安全性和使用寿命。
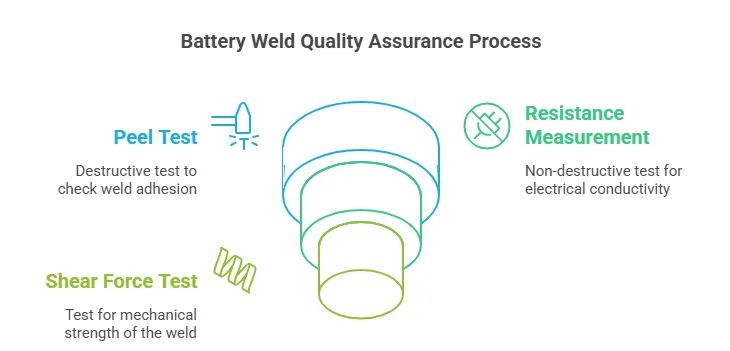
分步方法:
-
剥离测试(破坏性):
- 用钳子夹住镍条并弯曲90°。
- 焊接会在电池端子和带材上留下材料(无干净分离)。
-
电阻测量(非破坏性):
- 在焊缝上使用微欧姆表。
- 可接受范围:<2mΩ(0.2mm镍带)。
-
剪切力测试:
- 平行于焊缝施加力,直到失效。
- 最低要求:EV电池应用50N。
常见故障迹象:
- 变色(表示过热)
- 部分粘附(像贴纸一样剥落)
使用锂电池点焊机时的主要注意事项
为了安全和质量应该避免什么:
电气安全:
- 更换电极前务必断开电源。
- 调整变压器设置时,请使用绝缘手套。
物料搬运:
- 切勿焊接低于2.7V或高于4.25V的电池(有热失控的风险)。
- 将镍条存放在密封容器中以防止氧化。
机器作:
- 电极对准:未对准的电极会导致压力不均匀→弱焊缝。
- 冷却间隔:在>500A的焊缝之间等待10秒,以防止过热。
焊接前的关键检查:
✔验证电极清洁度(每50次焊接用黄铜刷清洁)。
✔确认18650个细胞的压力表读数为5-8kg/cm²。
如何更换电极并保持一致的焊接压力
分步电极更换:
- 关机:拔下设备插头。
-
去除旧电极:
- 使用六角扳手松开固定螺钉。
- 检查磨损情况(如果直径收缩>10%),请更换)。
-
安装新电极:
- 使用铜铬合金针头实现高导电性。
- 将螺钉拧紧至0.5Nm扭矩(防止电弧)。
压力校准:
- 在电极之间放置一个0.1 mm的垫片。
- 调整弹簧张力,直到仪表显示3kg/cm²(对于软包电池)。
- 每月使用测力计进行验证。
维护时间表:
| 任务 | 频率 |
|---|---|
| 电极抛光 | 每200次焊缝 |
| 压力检查 | 周刊 |
如何为您的电池生产线选择合适的点焊机
决策因素:
1.电池类型:
- 薄膜(袋):具有微秒控制的低电流机器(50-150A)。
- 高容量(EV):1,500A+机器,配备水冷式电极。
2.产量:
- 成型:手动笔式焊机(200−200−500)。
- 大规模生产:具有视觉校准功能的自动化系统($15k+)。
3.主要特点清单:
✔脉冲定制(1-20ms范围)
✔实时电阻监测
✔符合OSHA标准的安全联锁装置
成本与性能权衡:
- 廉价的机器通常缺乏热过载保护,→锂离子电池带来风险。
- 超规格的安培数会浪费小电池的能源。
锂电池制造中点焊的未来
新兴创新:
1.自适应AI焊接:
- 摄像头+机器学习根据带材厚度变化实时调整电流/压力。
2.固态焊接:
- 超声波和激光替代品消除了固态电池的热应力。
3.可持续发展趋势:
- 可回收电极材料(例如,石墨烯涂层铜)。
- 将废热送回电网的能源回收系统。
未来的行业挑战:
- 焊接4680单元的较厚片需要3,000A+机器。
- 减少干燥室焊接环境中的氩气使用量。
本文深入探讨了用于锂电池组装的点焊机,涵盖了其关键特性,例如精密电流控制、脉冲持续时间和电极材料。它介绍了使用机器的分步过程,从电池准备和参数设置到焊接执行和质量检查。还强调了了解工作原理的重要性,包括电阻加热和快速冷却。此外,本文还提供了有关为不同电池类型(圆柱形、棱柱形和软包)选择合适的机器、保持最佳环境条件以及确保运行过程中的安全的实用建议。还讨论了未来的创新和行业趋势,使其成为任何参与锂电池制造或组装的人的综合资源。




