Battery manufacturing technology and equipment innovation!
Nov 7, 2023


Follow me on:
Over the past decade, the lithium-ion battery industry has transitioned from semi-automatic to standalone automation, and then gradually towards full automation and intelligence. Throughout this process, there have been minimal major changes in battery manufacturing processes. However, with the continuous and rapid growth of battery demand, exceeding 100% annually, and the ongoing upgrades in battery material systems, battery manufacturing processes inevitably need to be upgraded to accommodate changes in manufacturing scale and battery systems. Correspondingly, battery equipment, as the “mother hen” of the lithium-ion battery industry, has also encountered new opportunities for breakthroughs.
Manufacturing technology and equipment development trends
In the future, the development trend of energy storage batteries will shift towards larger capacity from individual small cells. Lithium-ion equipment needs to ensure precision in manufacturing these large cells, high manufacturing efficiency, and improve compatibility and scalability. This requires corresponding improvements in the machining precision of components and the assembly precision of modules.
To address the challenges of large-scale lithium-ion battery manufacturing, the efficiency of equipment needs to be enhanced. The production efficiency of lithium-ion equipment is mainly improved from two aspects. Firstly, by increasing the production speed of the equipment using faster and more stable structures and control methods. Secondly, by reducing the time consumed by equipment movements, known as auxiliary time.
As an example, the continuous winding machine for separators developed by Geesun Intelligent is a typical equipment. Previously, each cell would accelerate and be fed to the highest winding speed, then decelerate, stop, cut the separator, thread the needle, and move on to the next cell winding. After improvement, the separator does not decelerate, and a flying cutting mechanism is used to cut the separator, which is done in advance during the deceleration process of the electrode. This reduces the time consumed by the cutting process of the electrode and separator, effectively minimizing the auxiliary time to nearly zero, resulting in an overall production cycle time improvement of 30-60% (depending on the length of the electrode). Another example is the electrode tab cutting machine, which has increased its laser cutting speed from the previous 80-120m/min to 200m/min.
From this perspective, the advancement and iteration of lithium-ion manufacturing equipment is moving towards large-scale, high-precision, high-reliability, and fully integrated intelligent solutions.
From the perspective of optimizing lithium-ion manufacturing processes, integrated and fully intelligent equipment offers higher production stability, increased automation, and greater adaptability to the manufacturing processes. It also helps manufacturing companies reduce labor and space costs, shorten process linkages, and minimize material waste, playing a key role in enhancing overall efficiency.
Deep integration of material technology and manufacturing technology
Throughout the battery manufacturing process, it involves transitioning from nanoscale material processing operations to meter-scale device production and processing. In the past, lithium-ion manufacturing primarily focused on controlling the manufacturing efficiency, quality, and cost of equipment based on Newtonian mechanics. The main parameters controlled were the physical positions, velocities, accelerations, inertias, friction, and resistance of materials. These controls were relatively macroscopic, and the visibility and observability of the process were relatively easy to manage.
Based on the fact that batteries involve the migration of ions under the influence of an internal electric field, while externally, the process is reflected in the transfer of electrons, it is necessary to control the production and usage of batteries from a microscopic perspective using quantum mechanics. This entails considering the evolution of battery structure and composition during production and assembly, as well as the transport behaviors of electrons and ions, interface issues, and the effect of performance scale on batteries. Changes at the interface during the charge-discharge process, performance and scale variations, and the coupling effects between internal molecules and ions, temperature effects, and changes in shape and volume must be taken into account to control battery safety, self-discharge, cycling life, energy density, and power density.
This requires a greater consideration of thermodynamics, kinetics (ion transport kinetics, charge transfer kinetics, reaction kinetics, phase transition kinetics, etc.), and stability in the manufacturing process from a microscopic perspective.
However, the control of these complex processes currently lacks a complete theoretical model in the manufacturing field. This is due to the inherent challenges of multi-physics field coupling, multi-element and heterogeneous data, multi-scale shape control, control of intrinsic properties, and the management of massive data. The methods that can be employed include machine learning and optimization modeling based on qualitative trend analysis and big data modeling. By using quantum mechanics theory to understand the intrinsic scientific principles within batteries, process optimization, decision-making, and control can be achieved. Analytical methods and evaluation techniques can be established to achieve reconfigurable, large-scale, and customized battery manufacturing. Ultimately, this approach can address issues such as ion migration, heat generation and transfer, internal pressure control, process deformation, SEI film formation, and lithium dendrite control.
Manufacturing integration and changes in manufacturing principles
The previous discussion focused on the microscopic aspects to consider in battery manufacturing from a quantum perspective. In the context of the coupled electrochemical reactions in lithium-ion batteries, which involve multiple physical fields, a quantification of the battery electrochemical processes can be achieved using generalized state variables such as dimensionless numbers, particle density, lattice defect density, particle velocity, etc.
By employing multi-directional smooth particle dynamics numerical simulation techniques, numerical models that consider the mesoscale microstructure of electrodes can be developed. These models can simulate the ion concentration field, solid-liquid potential field, conversion current density, and other microscopic details in the battery during the discharge process. Additionally, they can analyze and reveal the fundamental physicochemical mechanisms of battery charge-discharge processes and their correlation with the macroscopic performance of the battery, including factors such as output voltage and the particle size of solid active materials constituting the electrodes.
Dry electrode manufacturing, guided by the principles of mesoscale particle dynamics, involves integrating processes such as electrode manufacturing, mixing, stirring, coating, drying, and rolling. The integration of laser cutting and winding as well as laser cutting and stacking into a single equipment is an important trend. In the future, we envision that battery cell production may require only three main types of equipment: electrode production equipment, assembly equipment, and testing equipment. However, this is an ideal scenario that requires joint efforts and progress in materials, processes, and equipment. It cannot be achieved overnight, and it will require the dedicated efforts and diligence of battery manufacturing professionals.
The main process for preparing dry electrodes (also known as “dry coating”) includes selecting non-fiberized binders, ball milling non-fiberized binders for granulation, and mixing non-fiberized binders, fiberized binders, and electrode active materials (cathode/anode) before calendaring. To ensure the plasticity of the materials, the mixture is often heated to temperatures above 100°C during the forming process.
The non-fiberized binders used by Maxwell include polyvinylidene fluoride and carboxymethyl cellulose, while the fiberized binder primarily used is polytetrafluoroethylene. Parallel processing is commonly employed in their manufacturing processes. Please refer to Figure below for an illustration of Tesla’s dry electrode manufacturing process.
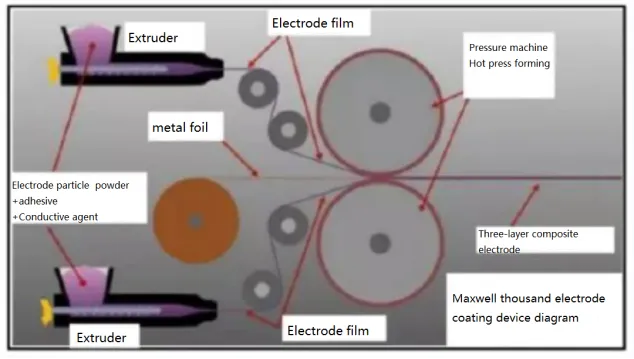
Compared to traditional wet electrode processes, the dry electrode process used by Tesla (Maxwell) offers several advantages. It replaces stirring with ball milling and coating with calendaring, eliminating the drying process after wet coating. This method can save solvents, reduce processing time, avoid solvent residue, and lower equipment complexity. However, the dry process has its limitations, particularly in achieving uniform dispersion of active materials, which is especially challenging for lithium-ion battery electrodes compared to supercapacitor electrode materials.
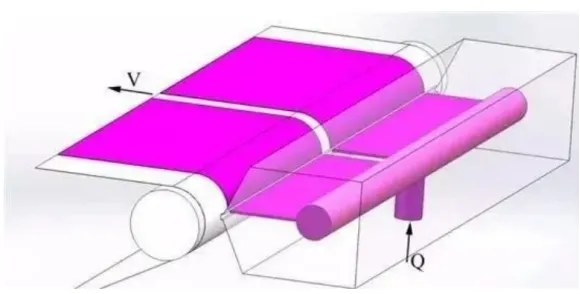
Tesla’s dry electrode process is even simpler and does not require the use of solvents. The process starts with electrode powder, where a small amount (approximately 5-8%) of fine polytetrafluoroethylene (PTFE) binder is mixed with the cathode powder. The mixture of cathode powder and binder is then extruded to form a thin electrode material strip. This extruded electrode material strip is laminated onto a metal foil current collector to produce the final electrode. The dry process improves the efficiency of electrode manufacturing, shortens the processing steps, and opens up new possibilities for large-scale production of energy storage batteries.
Simplified manufacturing process and battery structure
The equipment used in each process of lithium battery manufacturing significantly affects battery performance. The length of the battery process flow also impacts the consistency and controllability of cell preparation. Simplification of electrode manufacturing and cell forming processes is a successful example. The development of equipment such as integrated calendaring and slitting machines, laser cutting and winding machines, and laser cutting and stacking machines has streamlined the processes and enhanced the capability of closed-loop control. This simplification not only reduces the cost of material transportation due to complex routes but also saves labor.
In the future development of the battery industry, there will be revolutionary changes in the optimization of battery performance and manufacturing structures. This includes changes in battery casing shape, size, and electrode connections based on performance, manufacturing, and connectivity requirements. The internal current collectors and electrode connections may also change to meet battery recycling requirements.
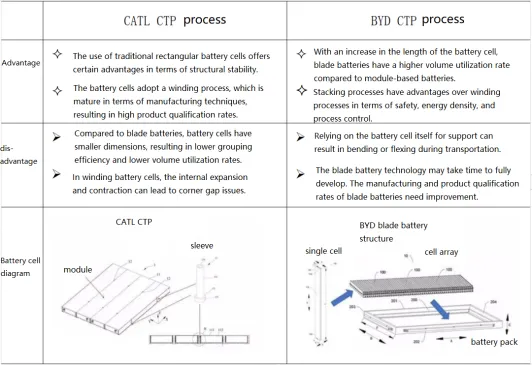
Both CATL and BYD have adopted different approaches to streamline their processes. They utilize different forms of CTP (Cell to Pack) to shorten the process flow. CTP refers to skipping the module stage and directly integrating the battery cells into the pack to increase volume utilization. In CATL’s CTP battery pack, there are multiple battery modules, each containing several cells and a frame to accommodate these cells. They have replaced smaller modules with larger ones. BYD’s CTP, also known as GCTP (Blade Battery), achieves even higher levels of module elimination, where the blade battery pack only uses a single large module. See Table below for a comparison of CATL-CTP and BYD-CTP processes.
The demand for lithium-ion batteries in the field of new energy applications continues to expand. Leading lithium-ion battery companies aim to achieve economies of scale and lower costs through continuous capacity expansion. They have higher requirements for production line processes, performance, and production efficiency. Lithium-ion equipment plays a crucial role in improving process efficiency, yield rates, and production efficiency in lithium-ion manufacturing. Innovation capability is the core competency of battery manufacturing processes. The continuous improvement and iteration of lithium-ion equipment, along with further breakthroughs in lithium-ion manufacturing technology, require close collaboration.