


1.引言
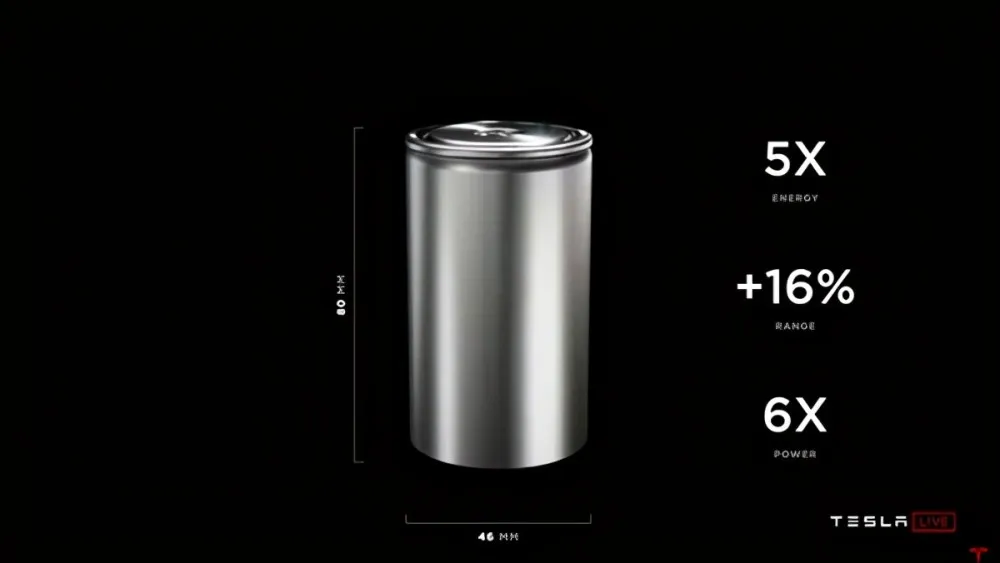
4680圆柱形电池是特斯拉推出的新一代直径为46毫米、高度为80毫米的圆柱形电池。对于电池来说,当能量密度增加时,功率密度会降低。46mm的直径是同时考虑高能量密度和高功率密度的圆柱形电池的最佳选择。
核心创新:大电芯+全极耳结构+干电池技术
性能突破:4680 cell大大增加了电池电量(是2170 cell的6倍),降低了电池成本(与2170 cell相比降低了14%)。散热性能、生产效率和充电速度得到优化,能量密度和循环性能还有进一步提升的空间。
2.结构性变化
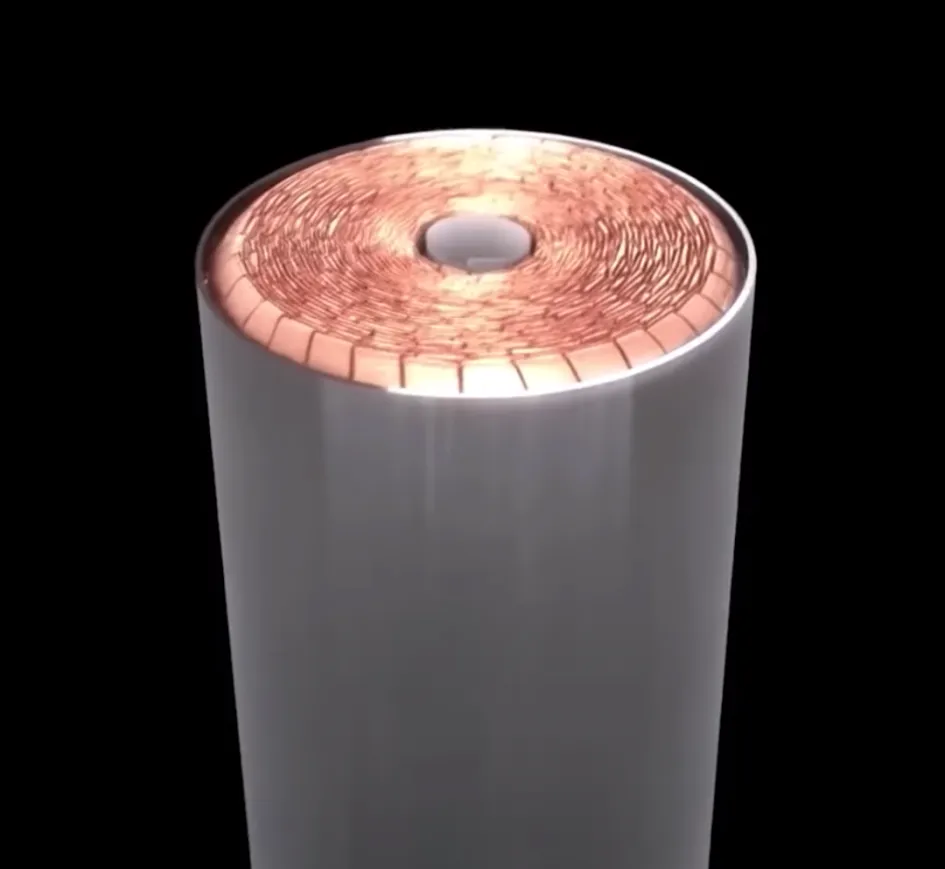
4680电池采用全极耳结构,大幅提升电池电量,优化散热性能、生产效率和充电速度。
什么是标签:将正负极引出电池的金属导体是电池充电和放电时的接触点。极耳接触面积越大,极耳间距越短,电池输出功率越高。
传统电池只有两个极耳,分别连接到正负极,而4680电池实现了全极耳结构(直接从正/负极切割极耳),因此,电流路径大大增加,极耳之间的距离缩短,从而大大增加了电池电量。

full-tab的优点:
- 输出功率增加,是2170电池的6倍
- 提高安全性:4680电池的极耳面积大大增加,大大提高了散热效果(仅为传统圆柱电池的20%),增强了电池的热稳定性。
- 快速充电性能大大提高:由于全极耳结构,电子更容易在电池内部移动,电流倍率增加,因此充放电速度更快。
- 提高生产效率:省去了在生产线上添加标签的流程和时间,降低了制造缺陷的可能性。
全片工艺难点:将片片折叠在一起的过程,目前有三种类型:揉压片、切片、多片:
- 揉捏和压片的形状不受控制,容易发生短路。制造时两段密闭,大大阻碍了电解液的渗透。
- 切割片(Tesla)被斜切成薄片并卷起,这比随意挤压要好,占用的空间也更少,但表面起伏很大。两个部分在制造过程中仍然关闭,无法连续生产注射。
- 多标签很难折叠整齐,标签位置误差很容易被放大。
在所有极耳与集电板或外壳的连接处,对激光焊接技术的要求都比较高:从点焊(传统的两个极耳)到表面焊接(4680电池满极耳),焊接工艺和焊接量都增加了,激光强度和焦距不易控制,容易造成假焊或过焊。目前的电池产量很低(80%)。
较大尺寸的优点:
- 降低电池成本:降低壳体与电芯容量的比例,结构件和焊接的数量也显著减少,比2170的成本降低了14%。
- 提高容量密度:随着电芯尺寸的增加,电池组中的电芯数量减少,金属外壳的比例降低,正负极的比例增加,能量密度增加。
- BMS系统更省心:电池组中的电芯数量减少,电池的监控和状态分析更简单。
- 增加结构强度,与CTC技术完美结合:4680具有更大的尺寸和更高的结构强度。作为结构电池,它成为汽车结构的一部分,不仅提供能量,还可以作为结构支撑,节省空间并减轻重量(10%),从而增加续航里程(14%)。
较大尺寸的缺点:
发热量增加:电池尺寸越大,产生的热量就越多,散热就越困难。因此,控制热量更加困难。电池爆炸的威力越大,增加电池尺寸是电池制造商最大的瓶颈。而特斯拉则通过全片技术在热稳定性方面取得了突破。




