


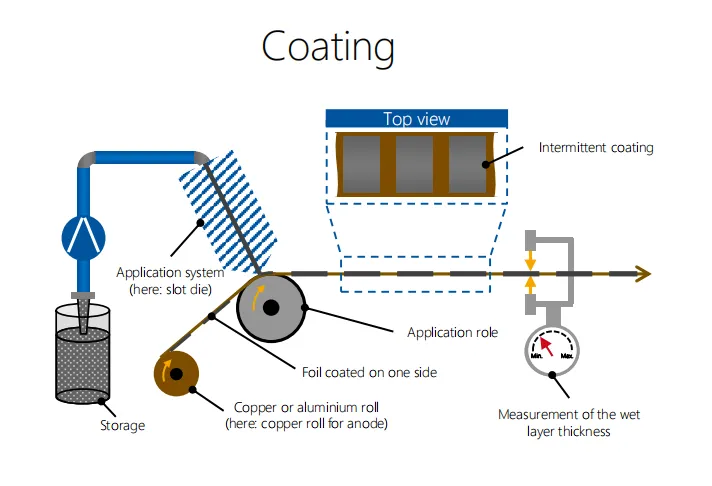
L’objectif principal du revêtement est d’enrober uniformément la boue avec une bonne stabilité, une bonne viscosité et une bonne fluidité à la surface de la feuille de cuivre ou de la feuille d’aluminium. Son importance pour les batteries au lithium se reflète principalement dans trois aspects : la cohérence, la durée de vie et la sécurité. Au cours du processus de revêtement, si l’épaisseur des revêtements de boue positive et négative à l’avant, au milieu et à l’arrière de la feuille d’électrode est incohérente, ou si les paramètres des feuilles d’électrode avant et arrière sont incohérents, il est facile de faire en sorte que la capacité de la batterie soit trop faible ou trop élevée. Et les ions lithium peuvent être précipités pendant le cycle de la batterie, ce qui affecte la durée de vie de la batterie. Pendant le processus de revêtement, il est nécessaire de s’assurer strictement qu’aucune particule, objets divers, poussière, etc. ne sont mélangés à la feuille d’électrode. Si des articles divers sont mélangés, cela provoquera un micro-court-circuit à l’intérieur de la batterie et, dans les cas graves, la batterie prendra feu et explosera. Par conséquent, afin de rendre le processus d’enroulement dans la section centrale aussi uniforme et serré que possible, l’erreur de revêtement des électrodes positive et négative doit être aussi petite que possible. Le niveau avancé de la machine d’enrobage affectera directement les performances chimiques de la batterie et le rendement du produit final. (Les fabricants de batteries exigent généralement plus de 99 %).
La machine de revêtement est l’équipement de base du processus front-end. Les machines de revêtement ont connu l’évolution de trois types de structures, suivis du décapage, du transfert et du revêtement par extrusion fendue. Le type de grattoir est principalement utilisé dans des conditions de laboratoire ; le revêtement de transfert est principalement utilisé dans la production de batteries 3C ; Le revêtement d’extrusion fendue est principalement utilisé dans les batteries de puissance, et ce type a augmenté rapidement en raison de l’explosion de la demande de production de batteries de puissance ces dernières années. La technologie de revêtement par extrusion fendue, en tant que technologie la plus avancée parmi les trois, peut être utilisée pour le revêtement de fluide à viscosité plus élevée afin d’obtenir un revêtement de plus grande précision. Du point de vue de la structure de la machine de revêtement, la conception de la tête de revêtement a un impact extrêmement important sur la précision du revêtement.
L’avancement technologique de l’équipement des machines de revêtement examine principalement quatre aspects : la technologie de revêtement, la technologie de tension, la technologie de correction des écarts et la technologie de séchage. La technologie de revêtement doit répondre aux exigences de production de différentes épaisseurs.
À l’heure actuelle, l’épaisseur de la feuille d’aluminium de la batterie au lithium positive est aussi fine que 6 à 8 microns, l’épaisseur de la feuille de cuivre de la batterie au lithium négative est aussi fine que 4,5 à 6 microns, le revêtement du séparateur n’est que de quelques microns et le revêtement de graphène est encore plus fin. Différentes épaisseurs doivent également développer différentes méthodes de revêtement pour les clients afin de s’assurer que la précision de l’épaisseur du revêtement de la boue est contrôlée ci-dessous : technologie de revêtement, technologie de tension, technologie de correction de déviation et technologie de séchage. La technologie de revêtement doit répondre aux exigences de production de différentes épaisseurs.
À l’heure actuelle, l’épaisseur de la feuille d’aluminium de la batterie au lithium positive est aussi fine que 6 à 8 microns, l’épaisseur de la feuille de cuivre de la batterie au lithium négative est aussi fine que 4,5 à 6 microns, le revêtement du séparateur n’est que de quelques microns et le revêtement de graphène est encore plus fin. Différentes épaisseurs doivent également développer différentes méthodes de revêtement pour les clients afin de s’assurer que la précision de l’épaisseur du revêtement de la boue est contrôlée en dessous de 2 microns.




