


El recubrimiento de la lámina de electrodos generalmente se refiere al proceso de aplicar uniformemente una lechada bien mezclada sobre un colector de corriente y secar los solventes orgánicos presentes en la lechada. La calidad del recubrimiento tiene un impacto significativo en la capacidad de la batería, la resistencia interna, el ciclo de vida y la seguridad. Es crucial garantizar un recubrimiento uniforme de la lámina de electrodos. La selección y el control de los parámetros del método de recubrimiento juegan un papel importante en el rendimiento de las baterías de iones de litio. Esto se refleja principalmente en los siguientes aspectos:
1)CapaControl de la temperatura de secado: Si la temperatura de secado es demasiado baja durante el recubrimiento(Máquina relacionada), no se puede garantizar que la lámina de electrodos esté completamente seca. Si la temperatura es demasiado alta, el solvente orgánico dentro de la lámina del electrodo puede evaporarse demasiado rápido, lo que hace que aparezcan tortugas en el recubrimiento superficial de la lámina del electrodo, grietas, caídas, etc.;
2)Densidad de la superficie del recubrimiento: Si la densidad de la superficie del recubrimiento es demasiado pequeña, es posible que la capacidad de la batería no alcance la capacidad nominal. Si la densidad de la superficie del recubrimiento es demasiado alta, fácilmente causará un desperdicio de ingredientes. En casos severos, si hay una capacidad excesiva de electrodos positivos, debido a la precipitación de litio La precipitación forma dendritas de litio que perforan el separador de la batería y provocan un cortocircuito, causando riesgos de seguridad;
3)Tamaño del recubrimiento: Si el tamaño del recubrimiento es demasiado pequeño o demasiado grande, es posible que el electrodo positivo dentro de la batería no esté completamente cubierto por el electrodo negativo. Durante el proceso de carga, los iones de litio se incrustan desde el electrodo positivo y se mueven al electrolito que no está completamente cubierto por el electrodo negativo. Medio, la capacidad real de la lámina de electrodo positivo no se puede utilizar de manera eficiente. En casos severos, se formarán dendritas de litio dentro de la batería, lo que puede perforar fácilmente el separador y causar el circuito interno de la batería;
4)Espesor del recubrimiento: El espesor del recubrimiento que es demasiado delgado o demasiado grueso tendrá un impacto en el proceso posterior de laminación de la lámina de electrodos y no puede garantizar la consistencia del rendimiento de la lámina de electrodos de la batería.
Además, el recubrimiento de las láminas de electrodos es de gran importancia para la seguridad de la batería. Antes del recubrimiento, se debe realizar un trabajo 5S para garantizar que no se mezclen partículas, residuos, polvo, etc. con las láminas de electrodos durante el proceso de recubrimiento. Si se mezclan residuos, causará un micro cortocircuito dentro de la batería y, en casos graves, la batería puede incendiarse y explotar.
1. Selección de equipos de recubrimiento y procesos de recubrimiento
El proceso de recubrimiento generalizado incluye: desenrollado → empalme → → control de tensión → recubrimiento → secado → corrección de alineación → control de tensión → corrección de desviaciones → bobinado y otros procesos. El proceso de recubrimiento es complejo y hay muchos factores que afectan el efecto del recubrimiento, tales como: la precisión de fabricación del equipo de recubrimiento, la suavidad del funcionamiento del equipo, el control de la tensión dinámica durante el proceso de recubrimiento, la cantidad de volumen de aire durante el proceso de secado y las curvas de control de temperatura afectarán el efecto del recubrimiento, Por lo tanto, es extremadamente importante elegir el proceso de recubrimiento adecuado.
En general, se deben considerar los siguientes aspectos al seleccionar un método de recubrimiento, que incluyen: la cantidad de capas de recubrimiento, el espesor del recubrimiento húmedo, las características reológicas del líquido de recubrimiento, la precisión de recubrimiento requerida, el soporte o sustrato de recubrimiento y la velocidad de la tela, etc.
Además de los factores anteriores, también se deben combinar las condiciones y características específicas del recubrimiento de lámina de electrodo. Las características del recubrimiento de las láminas de electrodos de batería de iones de litio son: (1) Recubrimiento de una sola capa de doble cara; (2) El recubrimiento húmedo de lechada es grueso (100 ~ 300 μm); (3) La suspensión es un fluido de alta viscosidad no newtoniano; (4) Los requisitos de precisión del recubrimiento de las láminas de electrodos Alto, similar a la precisión del recubrimiento de película; (5) El soporte de recubrimiento es papel de aluminio y papel de cobre con un espesor de 10 a 20 μm; (6) En comparación con la velocidad de recubrimiento de la película, la velocidad de recubrimiento de las láminas de electrodos no es alta. Teniendo en cuenta los factores anteriores, el equipo general de laboratorio a menudo usa el tipo raspador, las baterías de iones de litio de consumo usan principalmente el tipo de transferencia de recubrimiento de rodillo y las baterías de potencia usan principalmente el método de extrusión de hendidura.
SRecubrimiento de craper: El principio de funcionamiento se muestra en la Figura 1. El sustrato de lámina pasa a través del rodillo de recubrimiento y está en contacto directo con el canal de lodo. Se aplica una lechada excesiva al sustrato de aluminio. Cuando el sustrato pasa entre el rodillo de recubrimiento y el raspador, el espacio entre el raspador y el sustrato determina el espesor del recubrimiento y, al mismo tiempo, el exceso de lechada se raspa y se refluye, formando así una capa uniforme en la superficie del sustrato. Tipo de raspador Raspador de coma principal. El raspador de coma es uno de los componentes clave en el cabezal de recubrimiento. Por lo general, se procesa en un borde de corte similar a una coma en la superficie del rodillo redondo a lo largo de la línea de autobús. Este raspador tiene alta resistencia y dureza, y es fácil de controlar la cantidad de recubrimiento y la precisión del recubrimiento. Es adecuado para lodos de alto contenido de sólidos y alta viscosidad.
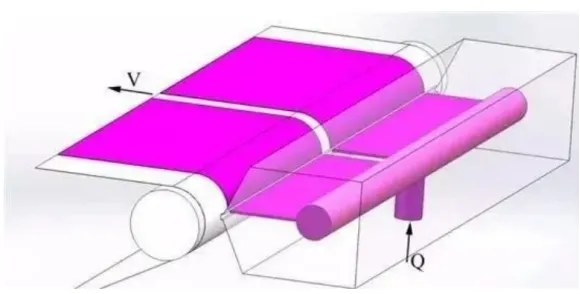
Tipo de transferencia de recubrimiento de rodillo: La rotación del rodillo de recubrimiento impulsa la lechada, la cantidad de transferencia de lechada se ajusta a través del espacio del raspador de coma, y la rotación del rodillo trasero y el rodillo de recubrimiento se utiliza para transferir la lechada al sustrato. El proceso se muestra en la Figura 2. El recubrimiento de transferencia de rodillo consta de dos procesos básicos: (1) La rotación del rodillo de recubrimiento impulsa la lechada a través del espacio del rodillo dosificador para formar una capa de lechada de un cierto espesor; (2) La capa de lechada de un cierto espesor pasa a través de la dirección opuesta al rodillo de recubrimiento y el La rotación del rodillo de respaldo transfiere la lechada a la lámina para formar un recubrimiento.
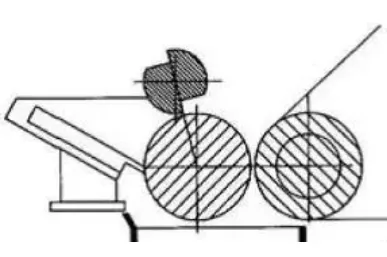
Diagrama esquemático del proceso de recubrimiento por transferencia de cuchillas de recubrimiento
Recubrimiento de troquel de ranura: Como técnica de recubrimiento húmedo precisa, el recubrimiento de troquel de ranura funciona como se muestra en la Figura 3. El principio de funcionamiento implica la extrusión del líquido de recubrimiento a través del espacio de un troquel de ranura a una presión y caudal específicos, transfiriéndolo al sustrato. En comparación con otros métodos de recubrimiento, el recubrimiento con troquel de ranura ofrece varias ventajas, como alta velocidad de recubrimiento, alta precisión y espesor húmedo uniforme. El sistema de recubrimiento está cerrado, lo que evita que ingresen contaminantes durante el proceso de recubrimiento, lo que resulta en una alta utilización de la lechada y mantiene las propiedades estables de la lechada. Permite el recubrimiento multicapa simultáneo. Además, el recubrimiento de troquel de ranura puede acomodar una amplia gama de viscosidades de lechada y contenidos sólidos, lo que lo hace más adaptable en comparación con los procesos de recubrimiento por transferencia.
2. Defectos de recubrimiento y factores que influyen
La reducción de los defectos del recubrimiento, la mejora de la calidad y el rendimiento del recubrimiento y la reducción de los costos son aspectos importantes a considerar en el estudio de los procesos de recubrimiento. Los problemas comunes que a menudo ocurren durante el proceso de recubrimiento incluyen cabeza gruesa y cola delgada, bordes gruesos en ambos lados, defectos de moteado, rugosidad de la superficie y exposición de la lámina.
El grosor de la cabeza y la cola se puede ajustar controlando el tiempo de apertura y cierre de la válvula de recubrimiento o la válvula intermitente. El problema de los bordes gruesos se puede mejorar ajustando las propiedades de la lechada, el espacio del recubrimiento y el caudal de la lechada. La rugosidad de la superficie, las irregularidades y las rayas se pueden abordar estabilizando el material de la lámina, reduciendo la velocidad y ajustando el ángulo de la cuchilla de aire.
Material base-lechada
La relación entre las propiedades físicas básicas de la lechada y el recubrimiento: En el proceso real, la viscosidad de la suspensión tiene un cierto impacto en el efecto del recubrimiento. Las materias primas de los electrodos, las proporciones de la suspensión y la viscosidad de la suspensión preparada también varían cuando se selecciona el tipo de aglutinante. diferente. Cuando la viscosidad de la suspensión es demasiado alta, el recubrimiento a menudo no se puede llevar a cabo de manera continua y estable, y el efecto del recubrimiento también se ve afectado.
La uniformidad, la estabilidad, los efectos de los bordes y la superficie del fluido de recubrimiento se ven afectados por las propiedades reológicas del fluido de recubrimiento, lo que determina directamente la calidad del recubrimiento. Los métodos de investigación, como el análisis teórico, la tecnología experimental de recubrimiento y la tecnología de elementos finitos de mecánica de fluidos, se pueden utilizar para estudiar la ventana de recubrimiento. La ventana de recubrimiento es el rango de operación del proceso en el que se puede lograr un recubrimiento estable y se puede obtener un recubrimiento uniforme.
Sustrato: papel de cobre y papel de aluminio
Tensión superficial: La tensión superficial del papel de aluminio y cobre debe ser mayor que la tensión superficial de la solución recubierta, de lo contrario, la solución será difícil de esparcir suavemente sobre el sustrato, lo que resultará en una mala calidad del recubrimiento. Un principio que debe seguirse es que la tensión superficial de la solución a recubrir debe ser 5 dinas/cm menor que la del sustrato. Por supuesto, esto es solo tosco. La tensión superficial de la solución y el sustrato se puede ajustar ajustando la fórmula o el tratamiento de la superficie del sustrato. La medición de la tensión superficial de ambos también debe utilizarse como elemento de prueba de control de calidad.
Espesor uniforme: En un proceso similar al recubrimiento de cuchillas, el grosor del sustrato es desigual en todo el ancho, lo que dará lugar a un espesor de recubrimiento desigual. Porque en el proceso de recubrimiento, el espesor del recubrimiento está controlado por el espacio entre el raspador y el sustrato. Si hay un lugar donde el espesor del sustrato es relativamente bajo en la dirección transversal del sustrato, pasará más solución a través de ese lugar y el espesor del recubrimiento será más grueso, y viceversa. Si las siguientes fluctuaciones de espesor del material base se ven desde el medidor de espesor, las fluctuaciones del espesor del recubrimiento final también mostrarán la misma desviación. Además, las desviaciones del espesor transversal también pueden provocar defectos en el devanado. Por lo tanto, para evitar este defecto, el control del espesor de las materias primas es muy importante.
Electricidad estática: En la línea de recubrimiento, se generará una gran cantidad de electricidad estática en la superficie del sustrato cuando el recubrimiento se desenrolle y pase a través del rodillo. La electricidad estática generada puede absorber fácilmente el aire y la capa de cenizas en el rodillo, causando defectos en el recubrimiento. Durante el proceso de descarga de electricidad estática, también causará defectos de apariencia similares a la estática en la superficie del recubrimiento y, en casos más graves, incluso pueden causar incendios. Si la humedad es baja en invierno, el problema de la electricidad estática en la línea de recubrimiento será más grave. La forma más efectiva de reducir tales defectos es mantener la humedad ambiental lo más alta posible, moler las líneas de recubrimiento e instalar algunos dispositivos antiestáticos.
Limpieza: Las impurezas en la superficie del sustrato causarán algunos defectos físicos, como protuberancias, suciedad, etc. Por lo tanto, es necesario controlar mejor la limpieza de las materias primas en el proceso de producción de materiales base. Los rodillos de limpieza de película en línea son un método más eficaz para eliminar las impurezas del sustrato. Aunque no puede eliminar todas las impurezas de la membrana, puede mejorar eficazmente la calidad de las materias primas y reducir las pérdidas.
3. Mapa de defectos de la hoja de electrodos de la batería de litio
- Defectos de burbujas en el recubrimiento del electrodo negativo de la batería de iones de litio

La imagen de la izquierda es la placa de electrodo negativo con burbujas, y la imagen de la derecha es un aumento de 200x del microscopio electrónico de barrido. Durante los procesos de mezcla, transferencia y recubrimiento de lodos, las materias extrañas, como el polvo o las pelusas largas, se mezclan con el líquido del recubrimiento o caen sobre la superficie del recubrimiento húmedo, donde la tensión superficial del recubrimiento se ve afectada por fuerzas externas, lo que resulta en fuerzas intermoleculares. Se producen cambios, la lechada se transfiere ligeramente y, después del secado, se forman trazas circulares con un medio delgado.
- Estenopeica

Uno es la generación de burbujas (proceso de agitación, proceso de transporte, proceso de recubrimiento); Los defectos estenopeicos causados por burbujas son relativamente fáciles de entender. Las burbujas de la película húmeda migran de la capa interna a la superficie de la película y estallan en la superficie de la película para formar defectos estenopeicos. Las burbujas provienen principalmente de la mala fluidez y nivelación de la pintura durante la agitación, el transporte del líquido de recubrimiento y los procesos de recubrimiento, y la mala liberación de burbujas de la pintura.
- Arañazos
- Bordes gruesos

La razón del borde grueso es que la tensión superficial de la lechada hace que la suspensión migre al área sin recubrimiento en el borde de la lámina de electrodos, formando un borde grueso después del secado.
- Partículas de agregado superficial negativo
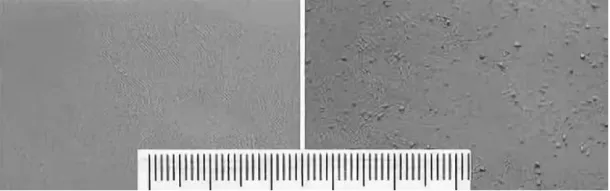
Formulación: Grafito esférico + SUPER C65 + CMC + Agua destilada
Aspecto macroscópico de dos películas de electrodos diferentes utilizando diferentes procesos de mezcla: superficie lisa (izquierda) y superficie con numerosas partículas pequeñas (derecha).
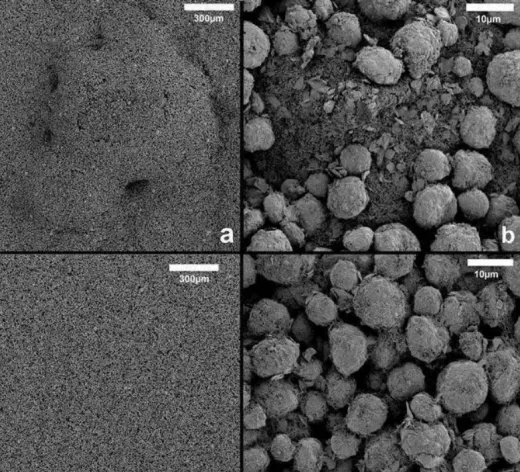
Formulación: Grafito esférico + SUPER C65 + CMC/SBR + Agua destilada
Morfología ampliada de la superficie de la película del electrodo con partículas pequeñas (a y b): Agregación de aditivos conductores, dispersión incompleta.
Morfología ampliada de la película de electrodos de superficie lisa: Los aditivos conductores están bien dispersos y distribuidos uniformemente.
- Partículas de agregado de superficie de electrodo positivo
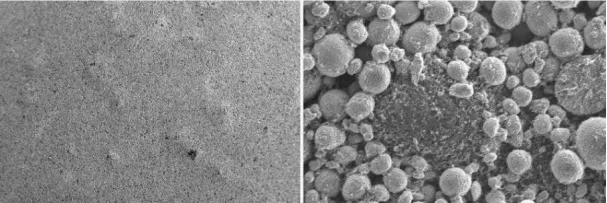
Formulación: NCA + negro de acetileno + PVDF + NMP
Durante el proceso de agitación, la humedad ambiental era demasiado alta, lo que hacía que la suspensión estuviera en estado gelatinoso, el agente conductor no se dispersó por completo y había una gran cantidad de partículas en la superficie de la hoja de electrodo después de enrollar.
- Grietas en la lámina del electrodo del sistema de agua
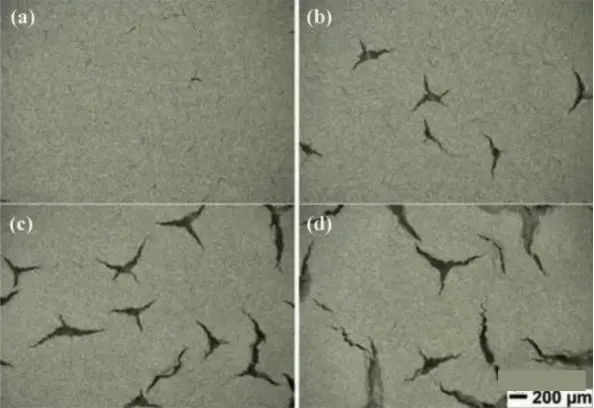
Formulación: NMC532/negro de humo/aglutinante = 90/5/5% en peso, agua/alcohol isopropílico (IPA) disolvente.
Fotografías ópticas de grietas en la superficie de la película del electrodo a diferentes densidades de área de recubrimiento: (a) 15 mg/cm2, (b) 17,5 mg/cm2, (c) 20 mg/cm2 y (d) 25 mg/cm2. Las películas de electrodos más gruesas son más propensas a agrietarse.
- Cavidades de contracción en la superficie de la lámina de electrodo

Formulación: grafito en escamas + SP + CMC / SBR + agua destilada
Hay partículas contaminantes en la superficie de la lámina y hay un área de baja tensión superficial en la película húmeda en la superficie de las partículas. La película líquida migra radialmente alrededor de las partículas, formando defectos en el punto de contracción.
- Arañazos en la superficie de la lámina de electrodos

Formulación: NMC532 + SP + PVdF + NMP
Durante el proceso de recubrimiento por extrusión de hendiduras, la presencia de partículas grandes en el filo de corte provoca arañazos en la superficie de la lámina de electrodos.
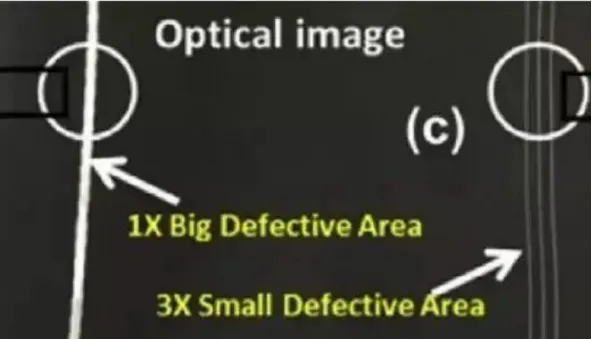
- Recubrimiento de tiras verticales
Formulación: NCA + SP + PVdF + NMP
Durante las últimas etapas del recubrimiento de transferencia, la lechada exhibe una mayor viscosidad debido a la absorción de agua. El proceso de recubrimiento se acerca al límite superior de la ventana de recubrimiento, lo que resulta en una mala nivelación de la lechada y la formación de rayas verticales.
- Grietas de rodadura en el área húmeda de la lámina de electrodos

Formulación: grafito en escamas + SP + CMC / SBR + agua destilada
Durante el recubrimiento, el área media de la lámina de electrodo no estaba completamente seca y el recubrimiento migró durante el laminado, formando grietas en forma de tira.
- Hoja de electrodos arrugas de borde enrollado
Se forman bordes gruesos durante el recubrimiento. El tipo rodillo causa arrugas en los bordes del recubrimiento.
- El recubrimiento de corte del electrodo negativo está separado de la lámina
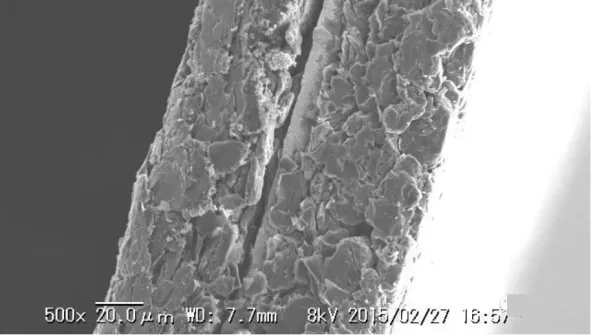
Fórmula: grafito natural + acetileno negro + CMC/SBR + agua destilada, proporción de sustancia activa 96%
Cuando se corta el disco de la lámina de electrodo, el recubrimiento se separa de la lámina.
- Rebabas de corte longitudinal de láminas de electrodos
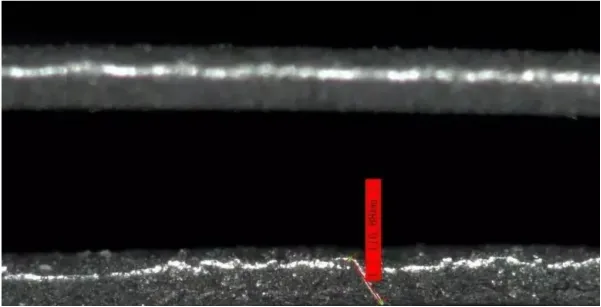
Cuando se corta el disco de electrodo positivo, el control de tensión inestable hace que se formen rebabas de lámina por corte secundario.
- Hoja de electrodo ranurada borde ondulado
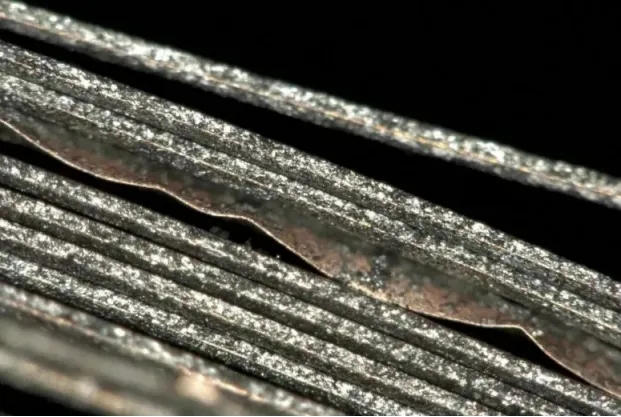
Cuando se corta el disco de electrodo negativo, debido a una superposición y presión inadecuadas de los cortadores, se forman bordes ondulados y se despega el recubrimiento del corte.
- Otros defectos comunes del recubrimiento incluyen: infiltración de aire, ondas transversales, flujo vertical, ribete, expansión, ondulaciones de agua, etc.
Los defectos pueden ocurrir en varias etapas del procesamiento: formulación del recubrimiento, preparación del sustrato, área de operación del recubrimiento, zona de secado, corte, corte, procesos de calandrado, etc. El enfoque lógico general para resolver defectos es el siguiente:
Optimice los procesos de formulación, recubrimiento y secado del producto desde la escala piloto hasta la producción. Encuentre la ventana de proceso óptima o más amplia ajustando los parámetros y las variables.
Implementar medidas de control de calidad y herramientas estadísticas (como el Control Estadístico de Procesos, SPC) para controlar la calidad del producto. Utilice sistemas de monitoreo en línea para garantizar un espesor de recubrimiento estable o emplee sistemas de inspección visual (sistemas visuales) para detectar defectos en la superficie.
Cuando ocurran defectos, realice ajustes oportunos en el proceso para evitar defectos recurrentes. Identifique la causa raíz, analice las variables del proceso y modifique los parámetros en consecuencia para rectificar el problema.
4. Uniformidad del recubrimiento
El término "uniformidad del recubrimiento" se refiere a la consistencia del espesor del recubrimiento o la distribución del adhesivo dentro de un área de recubrimiento. Cuanto mejor sea la consistencia del espesor del recubrimiento o la distribución del adhesivo, mayor será la uniformidad del recubrimiento y viceversa. No existe una métrica estandarizada para la uniformidad del recubrimiento, pero se puede medir por la desviación o la desviación porcentual del espesor del recubrimiento o la cantidad de adhesivo en varios puntos dentro de un área determinada en relación con el espesor promedio del recubrimiento o la cantidad de adhesivo en esa área. También se puede medir por la diferencia entre el espesor máximo y mínimo del recubrimiento o la cantidad de adhesivo dentro de un área determinada. El espesor del recubrimiento generalmente se expresa en micrómetros (μm).
La uniformidad del recubrimiento se utiliza para evaluar la calidad general del recubrimiento dentro de un área específica. Sin embargo, en la producción práctica, generalmente nos preocupamos más por la uniformidad en las direcciones transversal (entre máquinas) y longitudinales (dirección de la máquina) del sustrato. La uniformidad transversal se refiere a la uniformidad en la dirección del ancho del recubrimiento (o dirección de la máquina), mientras que la uniformidad longitudinal se refiere a la uniformidad en la dirección de la longitud del recubrimiento (o dirección de viaje del sustrato).
La magnitud, los factores que influyen y los métodos de control de los errores de recubrimiento transversales y longitudinales son significativamente diferentes. Por lo general, cuanto más ancho sea el sustrato (o recubrimiento), más difícil será controlar la uniformidad transversal. Sobre la base de años de experiencia práctica en operaciones de recubrimiento, generalmente es relativamente fácil garantizar la uniformidad transversal cuando el ancho del sustrato es inferior a 800 mm. Cuando el ancho del sustrato oscila entre 1300 mm y 1800 mm, la uniformidad transversal a menudo se puede controlar bien, pero requiere un nivel considerable de experiencia. Sin embargo, cuando el ancho del sustrato supera los 2000 mm, lograr la uniformidad transversal se vuelve extremadamente desafiante y solo unos pocos fabricantes pueden manejarlo de manera efectiva. Por otro lado, a medida que aumenta el tamaño del lote de producción (es decir, la longitud del recubrimiento), la uniformidad longitudinal puede convertirse en un mayor desafío o dificultad en comparación con la uniformidad transversal.




